Отливка орудийных стволов из олова
Для начала мы должны сделать деревянную мастер-модель как можно лучше детализованную, чему способствует использование твердых пород древесины, таких как самшит.
Мастер-модель стоит изготовит немного крупнее, буквально на десятые доли миллиметра, чтобы был запас для дальнейшей обработки.

Затем изготавливаем форму для отливки

Далее в форму заливаем гипс

Затем в гипс и до половины погружаем ствол

Когда гипс высохнет, удаляем мастер-модель

Затем разбираем форму и зачищаем гипс, чтобы стык половин формы получился гладким

По углам формы из глины или пластилина желательно сделать небольшие конусообразные наплывы, которые улучшат стыкуемость будущих половин формы. Для того. чтобы отлить будущую цапфу, раскатываем пластилиновую "колбаску" и разрезаем ее вдоль напополам. К орудию и к цапфе нужно из пластилина или глины слепить воронки для заливки расплавленного металла.
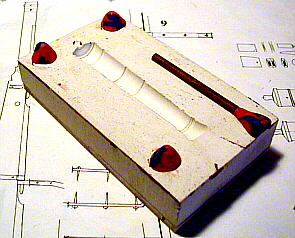
снова собираем форму и заливаем силикон.
Силикону нужно дать хорошо просохнуть. Время сушки зависит от выбранной вами марки силикона. Затем вынимаем силикон из формы. На фото показаны канавки, проделанные резаком для того, чтобы избежать появления воздушных карманов при отливке.
Далее вкладываем в форму мастер-модель пушки, не забудем в форму для цапфы вложить деревянный цилиндр подходящего диаметра, а также вылепить вторую половину воронки для заливки материала. все нужно тщательно смазать вазелином. Снова делаем форму.

Заливаем силикон и делаем вторую половину формы. Если все получится. то получаем форму, готовую к отливке.

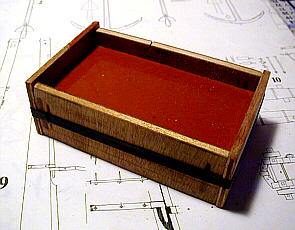
Теперь мы можем непосредственно перейти к отливке. Теоретически подобная форма может быть использована сотни раз. собираем половины формы вместе и упаковываем в деревянный ящик. скрепленный резинками.

Берем старый половник для того, чтобы расплавить металл на газе. Нагревать нужно до тех пор, пока олово не станет жидким и текучим.

Затем заливаем расплавленный металл в форму и ждем охлаждения. Трех минут вполне достаточно. внимание! Высокие температуры, работать следует аккуратно!

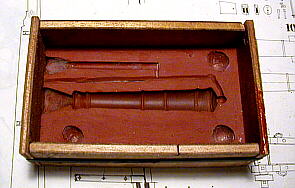
Снимаем резинки с деревянного ящика и располовиниваем форму. чтобы извлечь отливки.
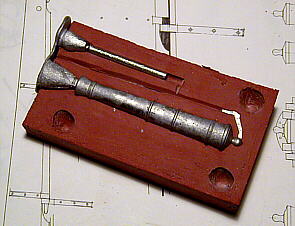
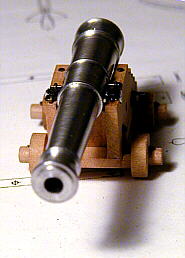
Чтобы просверлить отверстия в дульном срезе, целесообразно сделать деревянный "кожух", которая будет удерживать ствол во время работы, а также препятствовать повреждению ствола при обработке, например при зажатии в тиски.
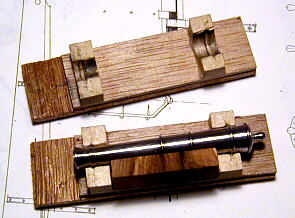
Также целесообразно смазать сверло маслом. чтобы избежать перегрева ствола и оплавления при сверлении.
Далее ствол целесообразно закрепит в токарном станке и отшлифовать металлической щеткой и шерстью.


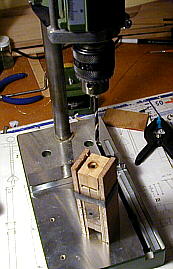
"Кожух" послужит повторно при сверлении отверстия под цапфу.


Без этого 2кожуха" сверление отверстия под цапфу очень затруднено, так как сверло соскальзывает и повреждает ствол из-за то. что цапфа находится ниже оси ствола. правильное расположение цапфы показано на рисунке:

Вклеиваем на место цапфу
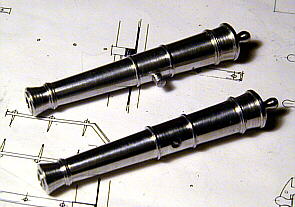
Можно оставить стволы цвета полированного металла. можно зачернить их. Для этой цели вполне подойдет универсальная жидкость Brass Blask.
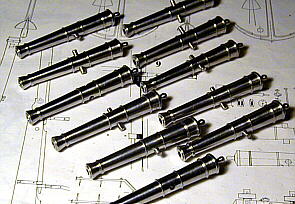
Остается только установить стволы на лафеты.

18.05.2012
Статьи на тему:
| 29.12.2022 | Vanguard от Amati - обзор постройки. |
| 01.08.2013 | Орудийные порты |
| 31.01.2013 | Пушки H.M.A.V. "Bounty". Вооружаем модель от Amati |